This tip was submitted by Richard May, Glasair III.
I found a method that makes the job of cutting, shaping and drilling the engine mount backing plates for the Glasair III fairly easy.
 The first thing I did was call the factory to find out how to cut the thick stainless. I was advised to use a hacksaw. I bought the best hacksaw blade I could get and proceeded to try to cut six rectangular pieces. After a short period of cutting and making very little progress, I thought, “They’ve got to be kidding! There must be an easier way!” Well, I found one.
The first thing I did was call the factory to find out how to cut the thick stainless. I was advised to use a hacksaw. I bought the best hacksaw blade I could get and proceeded to try to cut six rectangular pieces. After a short period of cutting and making very little progress, I thought, “They’ve got to be kidding! There must be an easier way!” Well, I found one.
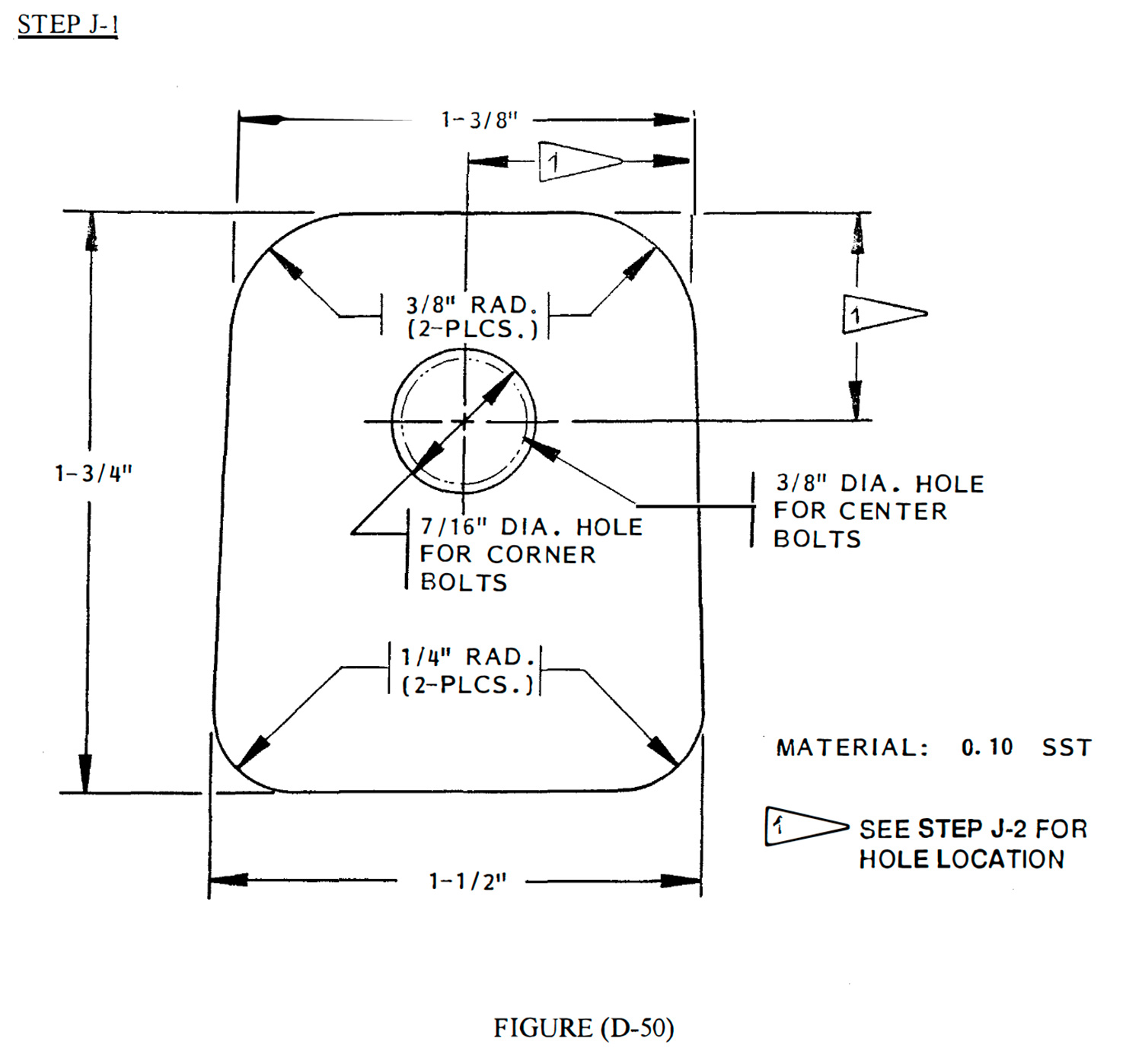
The first thing to do is draw an outline of the backing plates on the stainless sheet. Allow at least 3/16″ between the plates for the swath of the saw, and then mark and center punch all the hole locations. Drill the holes before cutting the backing plates out, as it’s a lot easier to secure one big piece of stainless under the drill press than six small ones.
To drill the stainless, I used two carbide-tipped twist drill bits purchased from J&L Industrial Supply (800-521-9520). On the Glasair III, there are two different sizes required—7/16″ and 3/8″. The bits coats about $15 apiece, but I wouldn’t attempt the job with ordinary high-speed steel bits. Set your drill press on its slowest speed and use a good tapping fluid. This is a must! I was having trouble seeing my center punch mark through the tapping fluid, so I tried to enlarge the mark by drilling a little dry. The instant the tip of the bit contacted the stainless it shattered, and I barely had enough carbide left to grind a new tip. Proceed slowly and wear a shop apron, as smoking hot pieces of metal are going to sail in all directions.
Once all the holes are drilled, it’s time to cut the plates out. To do this, use a metal-cutting wheel in your circular saw. I used a 2 h.p. Skil Saw. These wheels only cost about $2 each and will be substantially smaller in size when you’re finished, but they cut through stainless like butter. Finally, shape the pieces to size on your grinding wheel. Caution: while you’re cutting the stainless, the sparks will be so intense you’ll be able to feel the heat on your face.
With the cost of the carbide-tipped drills, some builders might prefer to farm the job out to a local metal shop, and this wouldn’t be a bad idea. However, that isn’t always convenient in every builder’s location. I don’t use a shop like that and figured I’d rather save the time and do it myself, rather than trying to locate a shop that would handle a small job like this. If you do decide to do this job yourself, this procedure will get you through it.


